На фундаменте космических технологий


Узнать, как обстоят дела с импортозамещением запчастей, как производят ножи для куттеров и слайсеров и что такое скрепка с покрытием, я отправился в подмосковный Королев на производство компании «Константа».
Интересно, что «Константа» основана в 1993 году двумя сотрудниками материаловедческого института, принимавшими участие в разработке материалов для проекта советского многоразового космического корабля «Буран». В силу традиций до сих пор своё развитие компания видит именно во внедрении и поддержании наукоёмких технологий на всех стадиях производства.
Об истории создания компании рассказал ее соучредитель Андрей Кузьмин. По его словам, «Константа» была основана в 90-е годы – годы масштабных и кардинальных изменений политической и экономической систем. В противоположность этим изменениям и было выбрано название «Константа», поскольку оно символизирует постоянство и стабильность.
«Начинали свое дело мы вдвоем. Занимались всем сами: были и грузчиками, и экспедиторами, и закупщиками», – вспоминает Андрей Кузьмин.
Первым клиентом компании стал Таганский мясоперерабатывающий завод (ТАМП). Кстати, он продолжает им быть и по сей день.
Но при чем тут космос?! Оказывается, именно организационный подход и практический опыт в области создания космической техники помогли создать собственное производство со сложной технологией термической и механической обработки. Как объяснил Андрей Кузьмин, в институте материаловедения, где оба учредителя компании работали после студенчества, была программа, связанная с проектом «Энергия Буран». В рамках программы институт занимался разработкой различных материалов, в том числе металлическими сплавами, полимерными композициями, клеями, углеродными материалами.
В России есть несколько фирм, которые развили направление производства куттерных ножей. У всех технологии и материалы отличны в некоторых нюансах друг от друга, но все нашли своего потребителя. «Решающее значение на качество полученного ножа, конечно, оказывает химический состав стали и технология термообработки», – подчеркнул Андрей Кузьмин.

Результаты исследований, которые проводит «Константа», решая технологическую задачу, не публикуются, а внедряются и становятся ноу-хау. А лучшей наградой, по признанию соучредителя компании, является ни количество патентов и авторских свидетельств, а количество клиентов и произведенных ножей, деталей и машин.
Стоит отметить, что «Константа» – это машиностроительное предприятие. Некоторые виды технологического оборудования для собственных производств сконструированы, изготовлены и модернизированы специалистами компании.
Наукоемкое производство
Сейчас в подмосковном Королеве «Константа» занимает площадь около 5 тыс. кв. м, на которых размещены участки производства колбасных петель и клипсы, механический участок, участок сервиса и сборки нового оборудования.
Процесс обработки заказа от мясокомбината на создание нового изделия обычно начинается с конструкторского отдела. Выполняемые проекты разрабатываются как с нуля, так и как проекты реверс-инжиниринга. В любом случае вначале изучается соответствующий технологический процесс пищевого производства, определяются функциональные особенности машины, узла или детали, устанавливается характер и значение действующих факторов, особенности взаимодействия деталей и узлов и т. д. Только после получения полного понимания об устройстве и работе изделия на него разрабатывается конструкторская документация. Отдел оснащен самым современным измерительным инструментом, в том числе 3D-сканерами, благодаря которым получается оперативно произвести сканирование формы и размеров необходимых деталей.

Конструктор за работой
Если еще несколько лет назад форматы для упаковочных машин необходимо было заказывать в Европе за десятки тысяч евро, то уже сейчас конструкторы «Константы» по техническому заданию клиента на форму упаковки могут разработать и изготовить для нее формат.
«У нас подход комплексный – исходя из требований заказчика мы можем спроектировать целиком новый формат от узла формовки до узла газонаполнения и запайки. Также мы можем переконфигурировать уже существующий формат, если упаковочное оборудование позволяет», – отмечает Артем Рядинский, ведущий конструктор.
Формат можно изготовить к любой упаковочной машине. Специалисты выезжают на комбинат и проводят необходимые замеры, в офисе обрабатывают полученную информацию и разрабатывают трёхмерные модели и чертежи деталей. На подготовку конструкторской документации обычно уходит 5-10 рабочих дней в зависимости от сложности формата.
«Мы предварительно согласовываем остановку линии, приезжаем к заказчику и в течение дня производим замеры деталей – в технологических перерывах или в удобное время, бывает, что и в выходные, и ночью. Зачастую можно получить необходимые размеры, не разбирая оборудования», – говорит Артем Рядинский.
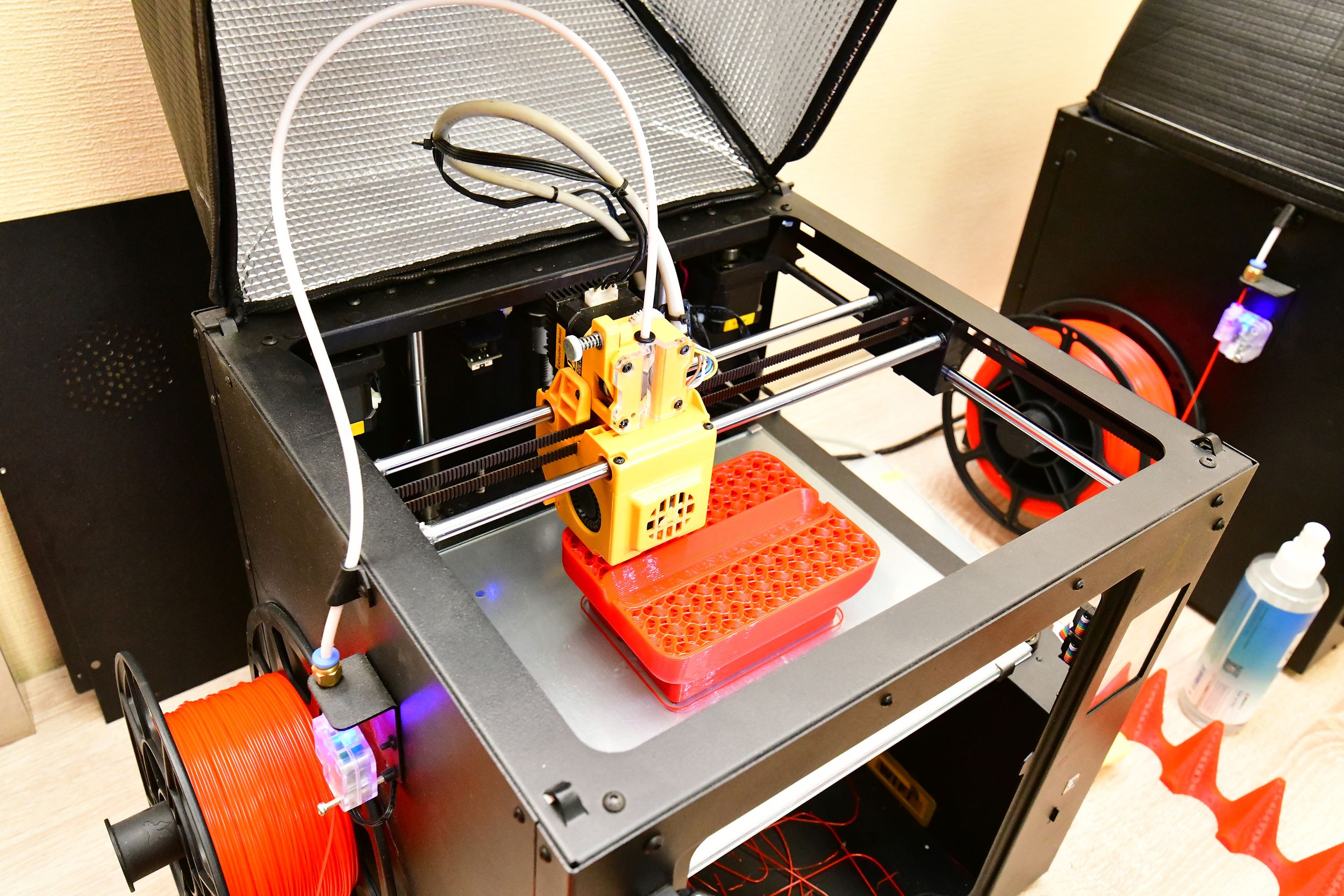
Печать прототипа формующей вставки для упаковочной машины
Конструкторский отдел курирует технический директор – кандидат технических наук, автор многочисленных трудов. В компании на руководящих должностях также трудятся кандидат математических наук и кандидат экономических наук, а в прошлом году один из конструкторов поступил в аспирантуру.
Клипса
Кто знает, как формируется клипса на колбасной оболочке? В клипсаторе имеется узел клипсования, в котором на подвижных рычагах установлена матрица и пуансон. В процессе клипсования, после наполнения батона колбасы фаршем, пуансон движется сверху вниз к матрице с уложенной на нее клипсой, перерубает ее острой кромкой и смыкает два конца, формируя зажим на оболочке.

Пуансон и матрица клипсатора
А как вырезается профиль матрицы и пуансона такой сложной формы? Процесс происходит на участке электроэрозии. Здесь производится резка латунной проволокой, через которую проходит электрический ток. Можно вырезать готовый пуансон, можно профиль матрицы. Точность данной технологии такая, что, как здесь говорят, «мы можем ловить микроны».
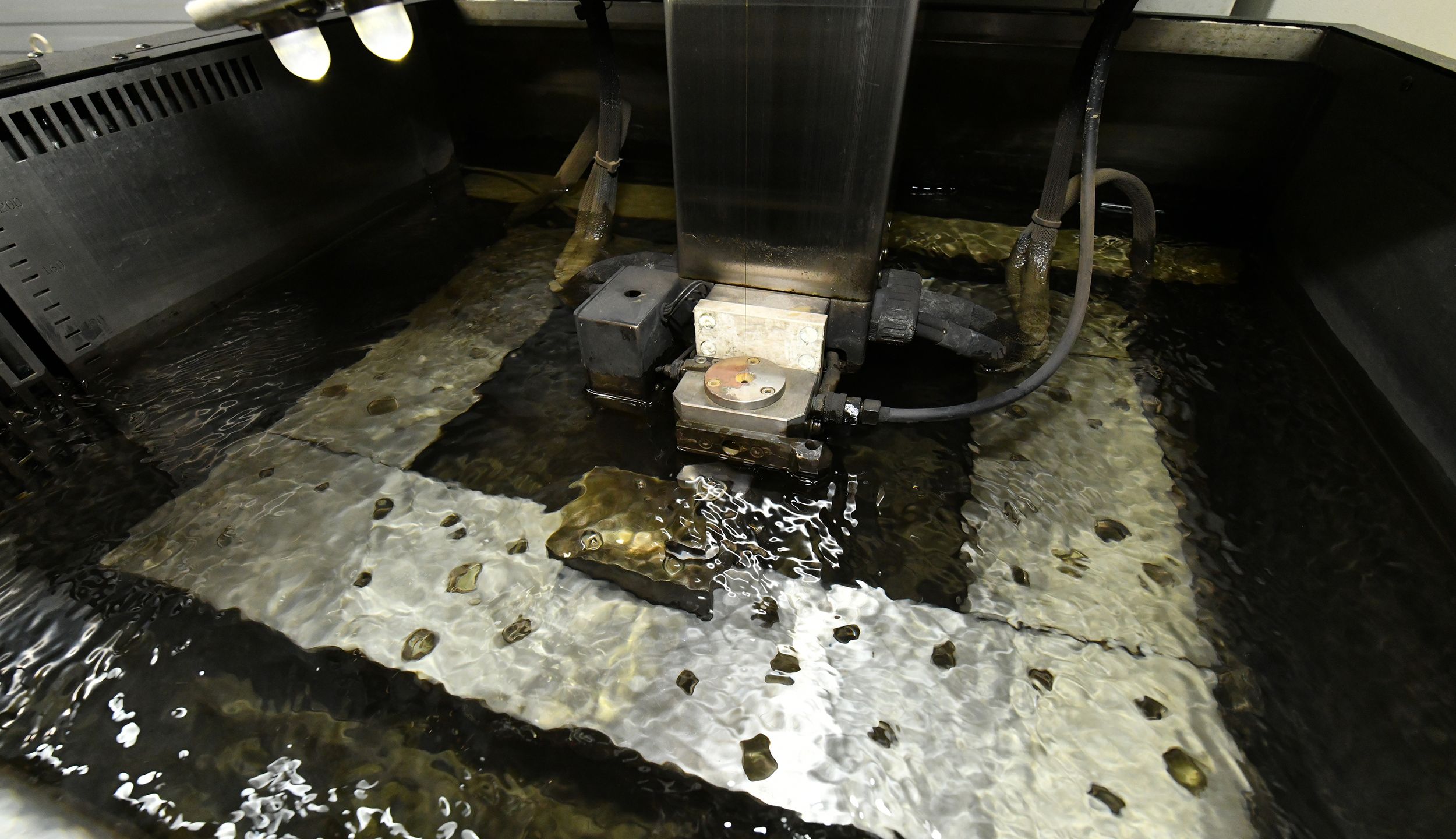
Рабочая зона электроэрозионного станка
Чтобы клипса при клипсовании не застревала в матрице, она должна быть смазана и без заеданий скользить по пуансону. Но на обильно смазанную клипсу прилипают и удерживаются пыль и частицы технологических загрязнений (которые есть везде), а покрытая клипса в этом не нуждается. Специальное покрытие клипсы обеспечивает свободное скольжение и исключает налипание частиц и попадание их в узел клипсования.
 Образцы клипсы без покрытия (сверху) и с покрытием (снизу)
Образцы клипсы без покрытия (сверху) и с покрытием (снизу)
Между тем, если пообщаться с опытными операторами на мясоперерабатывающих производствах, окажется, что они клипсу или мажут шкурой или льют растительное масло для лучшего скольжения. Однако это также способствует сбору пыли и мелких частиц на матрице и пуансоне при работе.
Вся используемая «Константой» проволока моется и покрывается перед формовкой.
На складе производства клипсы используется автоматическая моечная машина для вторично используемых кассет. Это необходимо для того, чтобы оборотная тара не являлась источником загрязнения для мясокомбинатов. «Нам хочется быть причастными к защите экологии планеты, поэтому используем и возвратные кассеты. Но не забываем и о санитарных нормах, именно поэтому все возвратные кассеты проходят специальную обработку», – замечают в компании.
Механическое производство
После посещения офиса компании меня передали в руки начальника механического цеха Егора Антипова, который рассказал про цепочку производства запчастей и режущего инструмента. Механический цех «Константы» включает более 100 единиц универсального и автоматизированного технологического оборудования, а именно токарные, фрезерные, сверлильные, шлифовальные, зуборезные и электроэрозионные станки, оборудование для термообработки и пр. Номенклатура выпускаемой продукции насчитывает более 10 тыс. деталей разной сложности.
После утверждения конструкторской документации чертеж вместе с заказом попадает на производство, где разрабатывается технология изготовления, подготавливаются заготовки, пишутся программы для станков с ЧПУ. Заготовка проходит через все необходимые операции обработки, прежде чем станет готовым изделием.
«Изначально мы производили детали для клипсаторов – щеки, рычаги, пуансоны, то есть, расходники. Потом начали выпускать целиком узлы – рычаги, узлы фаршевытеснителя, кривошипно-шатунные механизмы, копиры. Теперь мы совместили узлы. Инженеры-электронщики разработали электронику и пневматику, и получился клипсатор АК-18, являющийся аналогом FCA 3430-18 – машина, которая зарекомендовала себя среди мясопереработчиков, как удобная и надежная в эксплуатации» – говорит Егор Антипов.
Машина, произведенная и собранная полностью на деталях собственного производства «Константы», была представлена на международной выставке «Агропродмаш – 2024». Подробнее об автоматическом клипсаторе АК-18 вы сможете прочитать в одной из следующих статей «Мясного Эксперта».
Отметим, что «Константа» не только предлагает новые клипсаторы, но также ремонтирует и восстанавливает немецкие «Поли-клипы» и «Альпины», в том числе, их пневматические и электронные компоненты, при необходимости внедряя программное обеспечение собственной разработки. Также на сегодняшний день для немецких заточных станков КНЕХТ В600 программы для заточки ножей пишутся программистами «Константы».
Далее мы прошли к технологам. Я удивился, что куттерные ножи в «Константе» производит женщина! Мастером участка является Барабанова Алена.

Алена Барабанова, мастер участка производства куттерных ножей
Я обратил внимание, что на производстве работает много молодежи. Например, Дарина Скаридова со склада – ведет учет.
«Прямо на предприятии есть склад, где хранится все необходимое для производства: шлифовальные камни, ленты, расходники, перчатки, крепеж, полки с деталями для наших машин, масла, смазки. Дарина заведует этим складом, – рассказывает Егор Антипов. – Мы работаем в три смены и не можем допускать простоев оборудования».
В настоящее время в механическом цехе проходят тестирование системы сбора информации о работе оборудования, оснащенного системами ЧПУ. Полученные данные обрабатываются автоматически, и на их основе оптимизируется работа оборудования и внутризаводская логистика.

Склад механического производства
Секреты производства куттерных ножей
Все сотрудники завода и гости перед посещением производства проходят инструктаж по технике безопасности и знают, что если нож падает – ловить нельзя, наоборот, нужно отступить от места падения как можно дальше.

Металл на стадии заготовок. Листовой металл – это будущие куттерные ножи
«Мы сами фрезеруем, сами затачиваем, сами закаливаем. Номенклатура ножей у нас большая – выпускаем более трехсот видов, начиная с тех, что предназначены для куттеров пилотных цехов, и заканчивая ножами для 1000-литровых куттеров», – отмечает Егор Антипов.

Готовые куттерные ножи
Куттерные ножи изготавливаются из листовой стали определенной марки, обеспечивающей износостойкость и коррозионную стойкость. Листовой материал начинает путь с операции раскроя, на которой с помощью специальных станков получаются контуры будущих ножей с необходимыми припусками на последующую обработку.
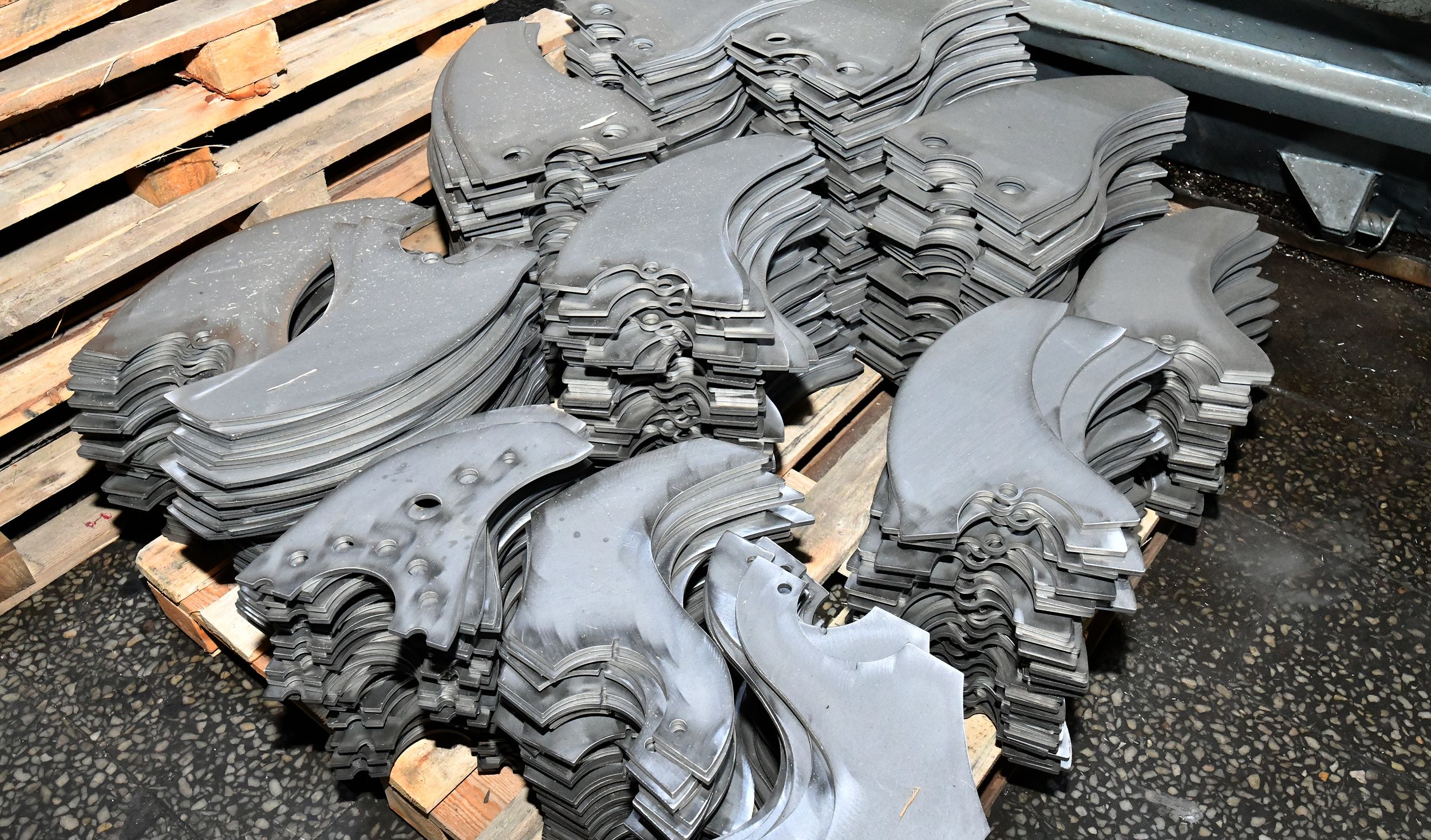
Заготовки после раскроя
После раскроя заготовка перемещается на станочное оборудование для проведения фрезерных работ.
Первоначально на фрезерном станке с ЧПУ обрабатывается контур ножа.

Фрезерная обработка контура ножа
Ножи проходят термообработку. Она осуществляется на термическом участке, в электрических печах, которые обеспечивают температуру до 1200 градусов Цельсия. На участке есть шахтные (отпускные) и камерные печи.

Шахтная печь
Закалка стали – это вид термической обработки, который применяют для повышения ее прочностных свойств. Суть процесса заключается в нагреве стали до определенной температуры, выдержке при этой температуре и последующем быстром охлаждении. В результате закалки сталь приобретает высокую твердость, прочность и износостойкость, становясь менее подверженной деформации и износу. Закалка стали играет определяющую роль в обеспечении высокого качества ножа.

Участок шлифовки

Шлифовка ножа
На предприятии установлены немецкие автоматизированные заточные станки марок Кнехт 230, Кнехт 600 и заточной станок, восстановленный до заводских настроек фирмой «Оренклип», а также оборудование для ручной заточки. Ножи формируются по комплектам. Каждый комплект обычно состоит из шести ножей и формируется по весу, при этом вес должен быть почти одинаковым с небольшим допуском в пределах комплекта.
«Есть разные методы контроля заточки, но бумага – самый быстрый, оптимальный, дешевый и безопасный метод. Кто-то смотрит в микроскоп, кто-то пробует об ноготь пальца. Разумеется, есть шаблоны. Но шаблон не покажет остроту ножа как совокупность марки стали и его термической и механической обработки», – объяснил Егор Антипов.
При этом Егор Антипов продемонстрировал, как нож режет бумагу. Правильно заточенный нож должен резать, а не рвать или мять бумагу. Будьте аккуратны и соблюдайте технику безопасности при выполнении такого теста.

На заточку становись! О заточке распишись!
Думаю, про заточку ножей стоит рассказать подробнее. Острие ножа – это заточка режущей кромки под углом 27 градусов. Дальше проверяется «сфера» – она должна быть в определенных границах. Если она слишком крутая, то идет большая нагрузка на нож от фарша во время работы. Его отворачивает под давлением, и нож может сломаться. Если «сфера» очень пологая, то сечение режущей кромки истончается, при ударе по подмороженному сырью она может выкрошиться, и нож также разрушится. Поэтому при проверке режущая кромка должна находиться между контрольными рисками на шаблоне в обеих щелях.

Контрольный шаблон заточки
Сферическую поверхность можно контролировать специальным радиусным шаблоном, но риски более показательны. Да, специалисты могут возразить, что, к примеру, для мороженого мяса нужна более пологая сфера. Но у комбината угол и геометрия заточки зависят от того, какой продукт и с каким термическим состоянием обрабатывается. Предприятия могут заказать при необходимости особую заточку или же переточить ножи сами.

Применение шаблона для контроля «сферы»
При поступлении листовой стали для ножей на внутренний склад она помечается. Соответствующая цифра маркируется на ноже и, если нужно, потом можно посмотреть данные о качестве стали в соответствующей поставке.

Маркировка куттерного ножа
На производстве проводится визуально-измерительный контроль специалистами отдела технического контроля (ОТК) и каждый нож маркируется. Вообще на ОТК любая деталь проходит через измерительный инструмент: штангенциркули, микрометры, нутромеры, калибры. Цель – удостовериться, что изделие изготовлено согласно требованиям чертежа и не имеет дефектов в качестве обработки. На выходе детали маркируются лазерной гравировкой, чтобы отследить артикул, дату выпуска и материал, из которого было произведено изделие.
Для ножей осуществляется 100% контроль ОТК – пооперационный и выходной. Если нож принимается – ставят зеленый индикатор, и нож поступает на следующую технологическую операцию. Если нет, ставят красный, и нож возвращается на передел. Причиной возврата, как пояснил Егор Антипов, может быть как наличие заусенца, так и несоответствие размера или веса.

Индикаторы ОТК
На складе готовой продукции хранятся ножевые комплекты уже сформированные под заказчика. Там же производится транспортная упаковка, чтобы ножи не повредились и никого не повредили во время доставки.


На складе готовых ножей. Самый острый склад в мире!
За три года «Константа» освоила производство слайсерных ножей почти всей номенклатуры для оборудования всем известных производителей, включая большие диаметры (более 1000 мм) и сложные формы (экспериментально идет выпуск слайсерных ножей с зубчиками).
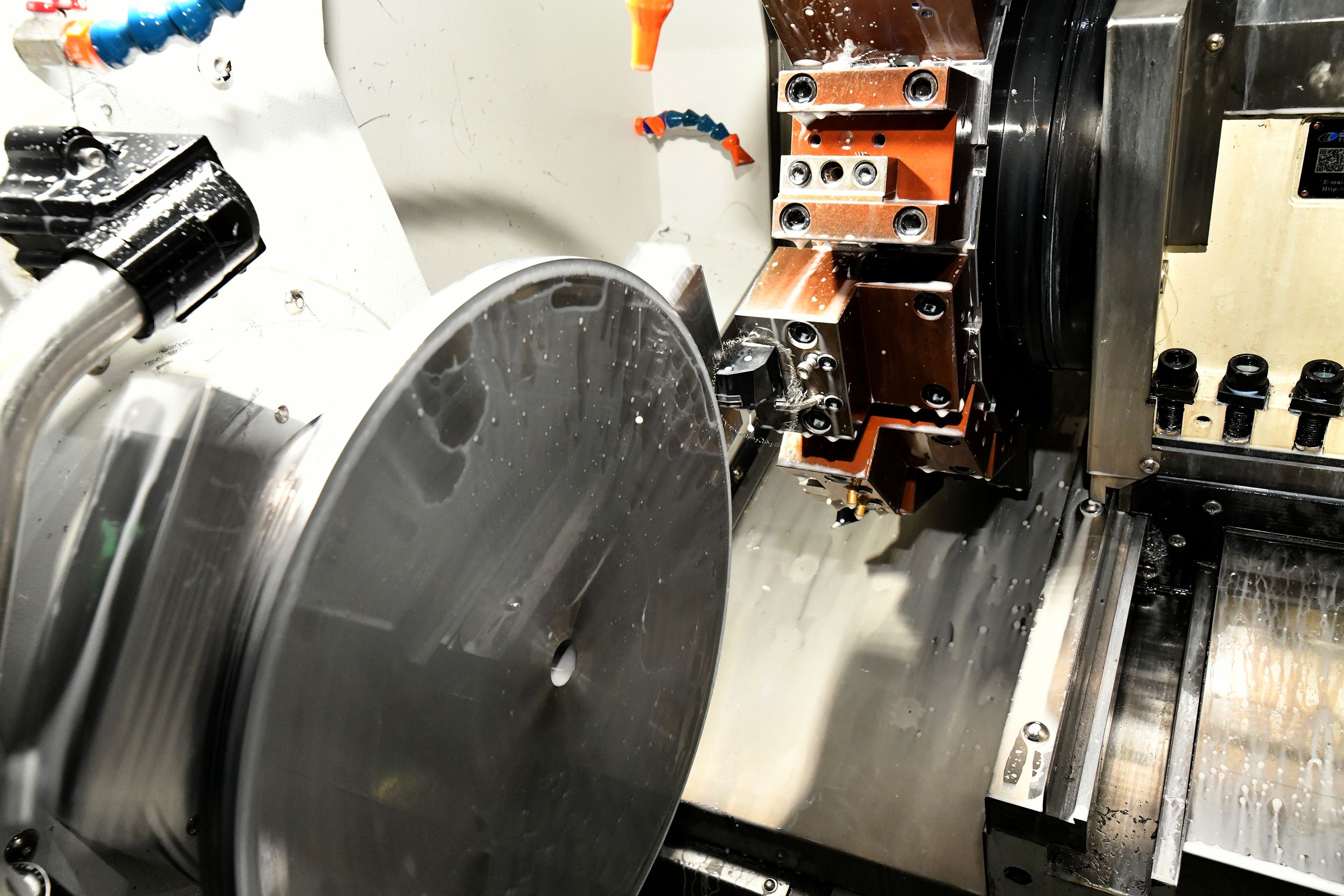
Изготовление ножа для промышленного слайсера
Огромный слайсерный нож
Также помимо куттерных и слайсерных ножей технологами был освоен процесс изготовления ножа поперечного реза для упаковочной машины. Особенностью данного изделия является высокая точность изготовления рабочих и базовых поверхностей со сложным профилем. Для ряда операций по его изготовлению использовался 5-ти осевой фрезерный станок с ЧПУ.

Пятиосевой фрезерный станок с ЧПУ

Токарные работы
Как и на любом механическом производстве, в «Константе» работают и на универсальных станках. Опытные мастера передают знания молодым сотрудникам, являясь их наставниками, учат тонкостям работы на станках.

Слева направо: Николай Григорьевич (стаж работы токарем в компании более 20 лет), его ученик и Егор Антипов (начальник механического цеха)
О сотрудниках в компании «Константа» говорят как о наивысшей ценности. В частности, Андрей Кузьмин поделился интересным опытом.
«Мы давно начали сотрудничать с учебными заведениями Москвы и области, организовываем практику для студентов, конкурсы с призами, предоставляем возможность остаться в коллективе после окончания учебы. В этом году получили новый опыт, приняв в штат на лето, строго соблюдая действующее законодательство, детей наших сотрудников в возрасте четырнадцати лет. Результатом довольны – парни отлично справились, получили опыт и заработок, желание расти и развиваться в востребованных профессиях», – рассказал Кузьмин.

Для повышения квалификации сотрудников компании периодически отправляют на тематические тренинги (например, кайдзен-обучение; новые подходы в создании автоматических систем и программировании промышленной автоматики).
Помимо активной трудовой деятельности коллектив «Константы» принимает участие в спортивных мероприятиях, интеллектуальных и музыкальных играх.
Для общего взаимодействия по отделам и участкам, а также по новаторским проектам, существуют чаты компании, в которых в основном решаются текущие вопросы и задачи, причем каждый участник рабочего процесса может высказаться и быть услышанным всеми, в том числе, руководством.
«Чтобы прочувствовать энергию “Константы”, нужно стать частью команды, каждый из нас любит компанию и свою работу, мы слышим клиента, стараемся быть полезными, и это считаем своим главным конкурентным преимуществом», – подчеркнул Андрей Кузьмин.
Реклама. Рекламодатель АО "КОНСТАНТА". ИНН:5018024940









Адаптировать аутентичный продукт под реалии современного мясоперерабатывающего предприятия — задача нетривиальная. Еще сложнее при этом не...
Автор материала – Ирина Правская, руководитель направления разработки «Константа ИТ» Материал подготовлен совместно с партнером комьюнити по...
В пятницу, 20 марта 2026 года прошел форум АПК 360, где принимало участие много именитых и известных отраслевых деятелей и...
Материал подготовлен совместно с комьюнити Digital4food и Ириной Правской, руководителем направления разработки «Константа ИТ» И вот момент...
Парейдолия - это распространенная зрительная иллюзия, при которой мозг, стремясь распознать знакомые образы, «дорисовывает» базовые...
День добрый! Вопрос не срочной, но технологический) На завод поступила добавка на...
Коллеги цифровизаторы-интеграторы, айтишники и все умеющие отличать штрих-коды от...
Уважаемые коллеги здравствуйте. скажите пожалуйста кто уже подал заявку на участие в пилотном...
ну или креазот и деготь вам на стол для вашей печени. Фото снято в ноябре 2025...
Здравствуйте. Остаётся щетина после обесволашивания. Пробовали увеличение циклов, замену бил,...
Здравствуйте, уважаемые! Посоветуйте, пожалуйста. Предлагают по 80000 рублей две термокамеры...
интересно. спасибо
Спасибо за статью.