Поиск
Показаны результаты для тегов 'набивка'.
Найдено 3 результата
-
 Доброго времени суток, Уважаемые коллеги... Кто подскажет, как сделать "завитушки" на вареной колбасе, как у Владимирского стандарта в данном варианте...
Доброго времени суток, Уважаемые коллеги... Кто подскажет, как сделать "завитушки" на вареной колбасе, как у Владимирского стандарта в данном варианте...
-
 Статья подготовлена "Мясным Экспертом" совместно с компанией "Константа". В настоящее время на рынке мясных изделий применяются разнообразные виды оболочек отличающихся по составу, толщине, диаметру и т.п., что позволяет производить различные виды колбас. Для каждого вида оболочки рекомендуется определенный тип скрепки, применяемый на клипсаторах. Правильный подбор оболочки, скрепки и матрицы позволяет получать качественный продукт с чистыми кончиками колбас. В случае неверного выбора скрепки для определенного типа оболочки возможно получение проблем различного рода. Например, один из примеров неправильного выбора скрепки для оболочки показан на фото. (нажмите для увеличения) В данном случае заметно образование так называемых «ушей» на скрепке в верхних уголках. Одна из причин указанной проблемы может быть связана с тем, что выбрана скрепка большого размера для данного вида оболочки. Диаметр «жгута» оболочки, образующейся при фаршевытеснении на клипсаторе должен соответствовать внутреннему диаметру скрепки после сложения. В обратном случае, если размер скрепки мал для данного типа оболочки возможно образование выпирание оболочки, так называемых «петухов». В случае неправильного подбора скрепки, когда размер скрепки мал, оболочка может быть перебита (подрезана) в местах выпирания. Об этом свидетельствует вытекание фарша, как показано на фото. В худших случаях вы можете получить падение батонов в термокамере: Нужно учитывать, что такой вид неисправности может быть еще связан со слишком большим отверстием фаршевытеснителя или со слишком ранним срабатываением отрезного ножа. Определенные требования предъявляются и к качеству скрепки. Основные параметры, влияющие на эксплуатационные свойства скрепки – механические свойства алюминиевой проволоки, и геометрические параметры скрепки. Важно понимать, как производитель скрепки осуществляет входной контроль проволоки. Основные параметры контроля: предел прочности при растяжении и относительное удлинение. Сочетание этих свойств оказывает существенное влияние на последующие эксплуатационные качества скрепки, ее «мягкость». Часто проблемы, возникающие при клипсовании связаны с качеством используемой проволоки. Геометрические параметры скрепки должны контролироваться производителем на различных этапах производства. Технический процесс изготовления скрепки состоит из двух стадий: 1 стадия – валковое профилирование проволоки с получением прямоугольного профиля с необходимой шириной, толщиной и наличием продольных насечек; 2 стадия – штампование предварительно профилированной проволоки с получением необходимого профиля, шага, высоты и радиусов. Контроль качества раскатанной проволоки осуществляется при замерах ширины и толщины ленты микрометром. Контроль качества отштампованной скрепки должен проходить на каждой кассете при замере шага скрепки, с помощью специального калибра. Высота скрепки обеспечивается штамповым инструментом и должна контролироваться по пуансону1 штампа. Толщина скрепки должна контролироваться наладчиком при установке штампа микрометром. Ширина скрепки должна контролироваться наладчиком в двух местах штангенциркулем. Контроль геометрической формы скрепки осуществляется наладчиком визуально при снятии кассеты со скрепкой с намотчика. Скрепка должна быть симметрична. Бороздки на внутренней поверхности не смяты. Все контролируемые геометрические параметры указаны в типоразмере скрепки: 1-е число – шаг, 2-е число – высота, 3-е число – ширина, 4-е число - толщина скрепки. Для правильного выбора типа скрепки калибра и оболочки можно пользоваться таблицей: таблица подбора скрепки.pdf 1 - ПУАНСОН (французское poincon), 1) одна из основных деталей штампов для штамповки или прессования. При штамповке пуансон непосредственно давит на заготовку, находящуюся в матрице; при прессовании пуансон передает давление через пресс-шайбу на заготовку, выдавливаемую через матрицу. Статья подготовлена "Мясным Экспертом" совместно с компанией "Константа" zaoconstanta.ru
Статья подготовлена "Мясным Экспертом" совместно с компанией "Константа". В настоящее время на рынке мясных изделий применяются разнообразные виды оболочек отличающихся по составу, толщине, диаметру и т.п., что позволяет производить различные виды колбас. Для каждого вида оболочки рекомендуется определенный тип скрепки, применяемый на клипсаторах. Правильный подбор оболочки, скрепки и матрицы позволяет получать качественный продукт с чистыми кончиками колбас. В случае неверного выбора скрепки для определенного типа оболочки возможно получение проблем различного рода. Например, один из примеров неправильного выбора скрепки для оболочки показан на фото. (нажмите для увеличения) В данном случае заметно образование так называемых «ушей» на скрепке в верхних уголках. Одна из причин указанной проблемы может быть связана с тем, что выбрана скрепка большого размера для данного вида оболочки. Диаметр «жгута» оболочки, образующейся при фаршевытеснении на клипсаторе должен соответствовать внутреннему диаметру скрепки после сложения. В обратном случае, если размер скрепки мал для данного типа оболочки возможно образование выпирание оболочки, так называемых «петухов». В случае неправильного подбора скрепки, когда размер скрепки мал, оболочка может быть перебита (подрезана) в местах выпирания. Об этом свидетельствует вытекание фарша, как показано на фото. В худших случаях вы можете получить падение батонов в термокамере: Нужно учитывать, что такой вид неисправности может быть еще связан со слишком большим отверстием фаршевытеснителя или со слишком ранним срабатываением отрезного ножа. Определенные требования предъявляются и к качеству скрепки. Основные параметры, влияющие на эксплуатационные свойства скрепки – механические свойства алюминиевой проволоки, и геометрические параметры скрепки. Важно понимать, как производитель скрепки осуществляет входной контроль проволоки. Основные параметры контроля: предел прочности при растяжении и относительное удлинение. Сочетание этих свойств оказывает существенное влияние на последующие эксплуатационные качества скрепки, ее «мягкость». Часто проблемы, возникающие при клипсовании связаны с качеством используемой проволоки. Геометрические параметры скрепки должны контролироваться производителем на различных этапах производства. Технический процесс изготовления скрепки состоит из двух стадий: 1 стадия – валковое профилирование проволоки с получением прямоугольного профиля с необходимой шириной, толщиной и наличием продольных насечек; 2 стадия – штампование предварительно профилированной проволоки с получением необходимого профиля, шага, высоты и радиусов. Контроль качества раскатанной проволоки осуществляется при замерах ширины и толщины ленты микрометром. Контроль качества отштампованной скрепки должен проходить на каждой кассете при замере шага скрепки, с помощью специального калибра. Высота скрепки обеспечивается штамповым инструментом и должна контролироваться по пуансону1 штампа. Толщина скрепки должна контролироваться наладчиком при установке штампа микрометром. Ширина скрепки должна контролироваться наладчиком в двух местах штангенциркулем. Контроль геометрической формы скрепки осуществляется наладчиком визуально при снятии кассеты со скрепкой с намотчика. Скрепка должна быть симметрична. Бороздки на внутренней поверхности не смяты. Все контролируемые геометрические параметры указаны в типоразмере скрепки: 1-е число – шаг, 2-е число – высота, 3-е число – ширина, 4-е число - толщина скрепки. Для правильного выбора типа скрепки калибра и оболочки можно пользоваться таблицей: таблица подбора скрепки.pdf 1 - ПУАНСОН (французское poincon), 1) одна из основных деталей штампов для штамповки или прессования. При штамповке пуансон непосредственно давит на заготовку, находящуюся в матрице; при прессовании пуансон передает давление через пресс-шайбу на заготовку, выдавливаемую через матрицу. Статья подготовлена "Мясным Экспертом" совместно с компанией "Константа" zaoconstanta.ru


-
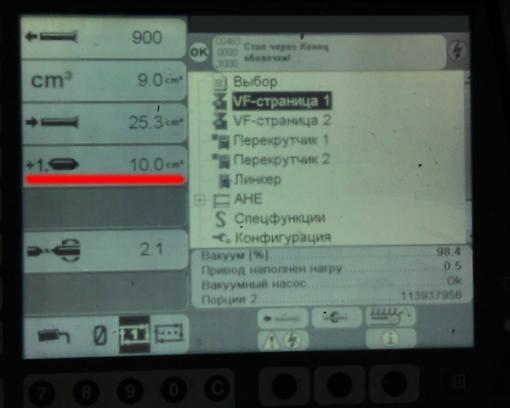
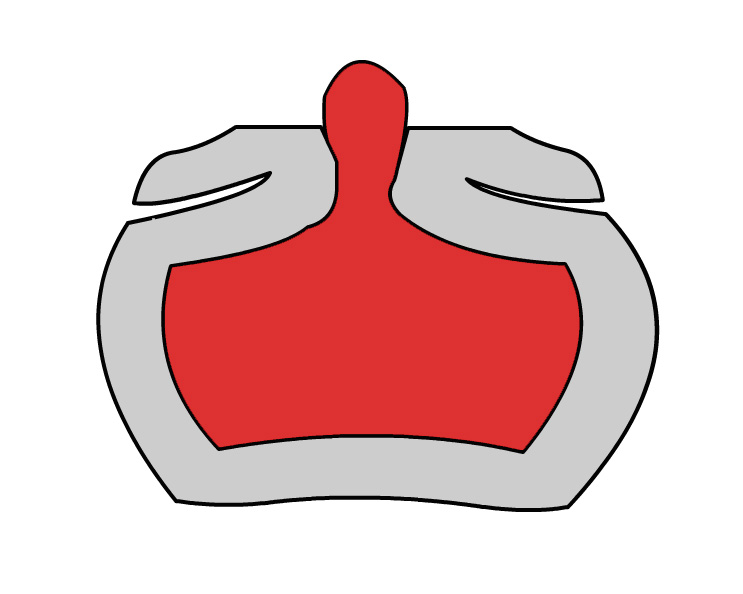
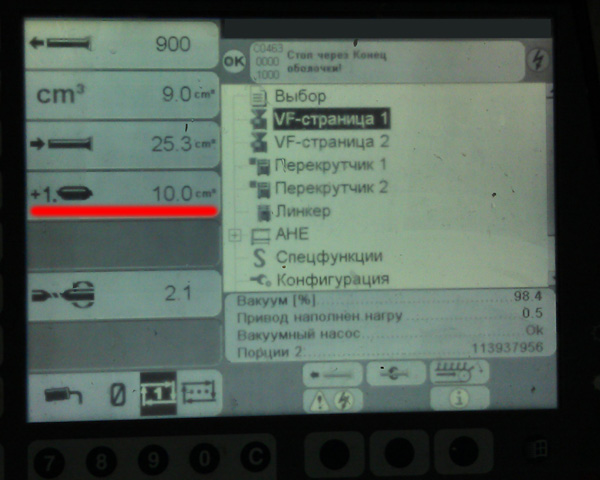
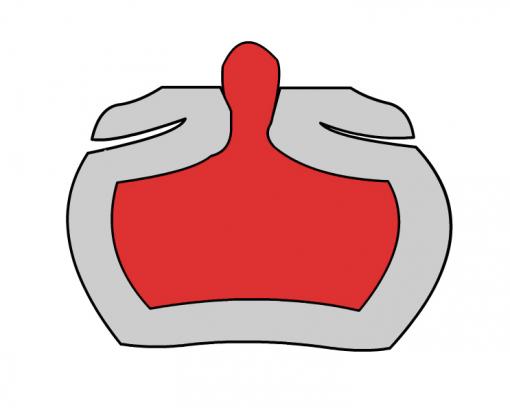
Столкнулся со следующей проблемой. Прилетел за тридевять земель от Москвы на завод. Анамнез - коллагеновая оболочка не идет. Рвется и лопается. Оболочку назвали "говном". Ну хорошо, говорю, давайте посмотрим вашего больного. В общем ситуация следующая. Оборудование: линия AL System на базе Handtmann VF 628 Продукт: маленькие такие сырокопченые колбаски длинной 3 см. Условия: важна скорость набивки Фарш: от - 2оС и выше. Аппаратик захватывает гильзу коллагеновой оболочки, одевает ее на цевку и моментально происходит разрыв. Чпок и все! Оболочка виновата! Вот и нет! При настройке оборудования мы столкнулись с проблемой – порыв оболочки в автоматическом режиме работы перекрутила в случае, когда он сам одевает гильзу. Операторы решали эту проблему протягиванием оболочки через линкерную цепь, снижая скорость работы и увеличивая расход оболочки. Порыв происходил по причине слишком маленького первого батончика в гирлянде. Первая сосиска настолько короткая, что когда она перекручивается – ее еще не успевают подхватить металлические лопасти (бабочки), чтобы направить в линкеры (транспортир). Первая сосиска при перекрутке начинает вертеться на 360о и лопается от удара об «бабочки». Решение проблемы – задействование опции перекрутчика «Режим первой сосиски» (на фото подчеркнуто красным). Увеличив размер первой порции (сосиски) до 10.0 см3, мы достигли желаемого результата. Сосиска за счет увеличенной массы первой порции захватывается «бабочками» и порыва не происходит. В дальнейшем можно найти оптимальный объем первой колбаски, чтобы приблизить продукт к идеальному товарному виду. Пробовали со всеми имеющимися видами оболочек: Кутизин, Нитта, Вискофан, все одинаково. Без увеличения первой сосиски - происходит моментальный порыв оболочки.