Поиск
Показаны результаты для тегов 'штамп'.
Найдено 1 результат
-
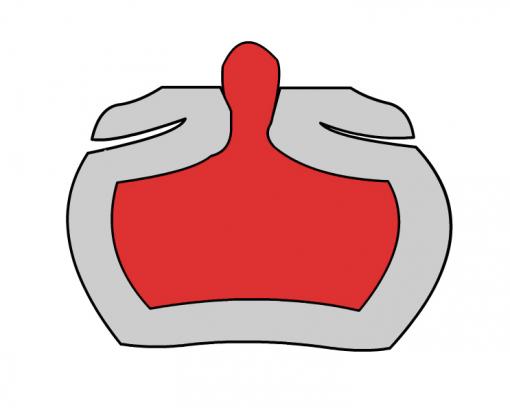
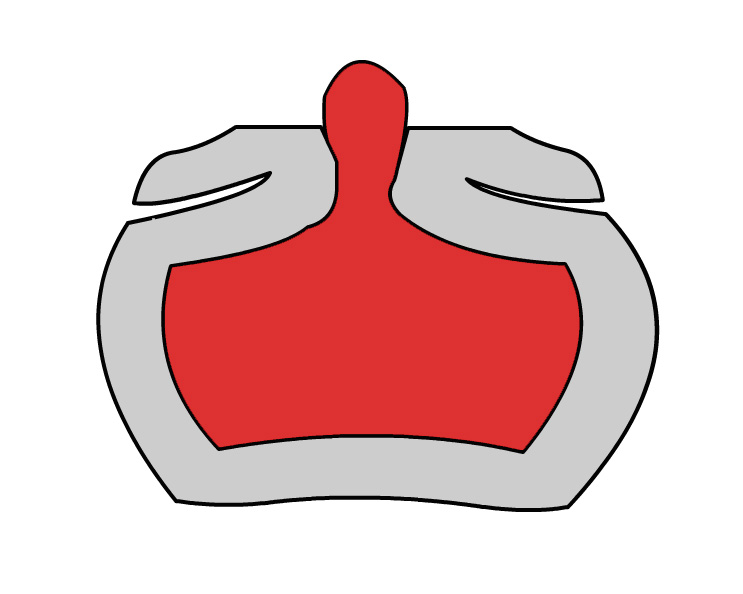
 Статья подготовлена "Мясным Экспертом" совместно с компанией "Константа". В настоящее время на рынке мясных изделий применяются разнообразные виды оболочек отличающихся по составу, толщине, диаметру и т.п., что позволяет производить различные виды колбас. Для каждого вида оболочки рекомендуется определенный тип скрепки, применяемый на клипсаторах. Правильный подбор оболочки, скрепки и матрицы позволяет получать качественный продукт с чистыми кончиками колбас. В случае неверного выбора скрепки для определенного типа оболочки возможно получение проблем различного рода. Например, один из примеров неправильного выбора скрепки для оболочки показан на фото. (нажмите для увеличения) В данном случае заметно образование так называемых «ушей» на скрепке в верхних уголках. Одна из причин указанной проблемы может быть связана с тем, что выбрана скрепка большого размера для данного вида оболочки. Диаметр «жгута» оболочки, образующейся при фаршевытеснении на клипсаторе должен соответствовать внутреннему диаметру скрепки после сложения. В обратном случае, если размер скрепки мал для данного типа оболочки возможно образование выпирание оболочки, так называемых «петухов». В случае неправильного подбора скрепки, когда размер скрепки мал, оболочка может быть перебита (подрезана) в местах выпирания. Об этом свидетельствует вытекание фарша, как показано на фото. В худших случаях вы можете получить падение батонов в термокамере: Нужно учитывать, что такой вид неисправности может быть еще связан со слишком большим отверстием фаршевытеснителя или со слишком ранним срабатываением отрезного ножа. Определенные требования предъявляются и к качеству скрепки. Основные параметры, влияющие на эксплуатационные свойства скрепки – механические свойства алюминиевой проволоки, и геометрические параметры скрепки. Важно понимать, как производитель скрепки осуществляет входной контроль проволоки. Основные параметры контроля: предел прочности при растяжении и относительное удлинение. Сочетание этих свойств оказывает существенное влияние на последующие эксплуатационные качества скрепки, ее «мягкость». Часто проблемы, возникающие при клипсовании связаны с качеством используемой проволоки. Геометрические параметры скрепки должны контролироваться производителем на различных этапах производства. Технический процесс изготовления скрепки состоит из двух стадий: 1 стадия – валковое профилирование проволоки с получением прямоугольного профиля с необходимой шириной, толщиной и наличием продольных насечек; 2 стадия – штампование предварительно профилированной проволоки с получением необходимого профиля, шага, высоты и радиусов. Контроль качества раскатанной проволоки осуществляется при замерах ширины и толщины ленты микрометром. Контроль качества отштампованной скрепки должен проходить на каждой кассете при замере шага скрепки, с помощью специального калибра. Высота скрепки обеспечивается штамповым инструментом и должна контролироваться по пуансону1 штампа. Толщина скрепки должна контролироваться наладчиком при установке штампа микрометром. Ширина скрепки должна контролироваться наладчиком в двух местах штангенциркулем. Контроль геометрической формы скрепки осуществляется наладчиком визуально при снятии кассеты со скрепкой с намотчика. Скрепка должна быть симметрична. Бороздки на внутренней поверхности не смяты. Все контролируемые геометрические параметры указаны в типоразмере скрепки: 1-е число – шаг, 2-е число – высота, 3-е число – ширина, 4-е число - толщина скрепки. Для правильного выбора типа скрепки калибра и оболочки можно пользоваться таблицей: таблица подбора скрепки.pdf 1 - ПУАНСОН (французское poincon), 1) одна из основных деталей штампов для штамповки или прессования. При штамповке пуансон непосредственно давит на заготовку, находящуюся в матрице; при прессовании пуансон передает давление через пресс-шайбу на заготовку, выдавливаемую через матрицу. Статья подготовлена "Мясным Экспертом" совместно с компанией "Константа" zaoconstanta.ru
Статья подготовлена "Мясным Экспертом" совместно с компанией "Константа". В настоящее время на рынке мясных изделий применяются разнообразные виды оболочек отличающихся по составу, толщине, диаметру и т.п., что позволяет производить различные виды колбас. Для каждого вида оболочки рекомендуется определенный тип скрепки, применяемый на клипсаторах. Правильный подбор оболочки, скрепки и матрицы позволяет получать качественный продукт с чистыми кончиками колбас. В случае неверного выбора скрепки для определенного типа оболочки возможно получение проблем различного рода. Например, один из примеров неправильного выбора скрепки для оболочки показан на фото. (нажмите для увеличения) В данном случае заметно образование так называемых «ушей» на скрепке в верхних уголках. Одна из причин указанной проблемы может быть связана с тем, что выбрана скрепка большого размера для данного вида оболочки. Диаметр «жгута» оболочки, образующейся при фаршевытеснении на клипсаторе должен соответствовать внутреннему диаметру скрепки после сложения. В обратном случае, если размер скрепки мал для данного типа оболочки возможно образование выпирание оболочки, так называемых «петухов». В случае неправильного подбора скрепки, когда размер скрепки мал, оболочка может быть перебита (подрезана) в местах выпирания. Об этом свидетельствует вытекание фарша, как показано на фото. В худших случаях вы можете получить падение батонов в термокамере: Нужно учитывать, что такой вид неисправности может быть еще связан со слишком большим отверстием фаршевытеснителя или со слишком ранним срабатываением отрезного ножа. Определенные требования предъявляются и к качеству скрепки. Основные параметры, влияющие на эксплуатационные свойства скрепки – механические свойства алюминиевой проволоки, и геометрические параметры скрепки. Важно понимать, как производитель скрепки осуществляет входной контроль проволоки. Основные параметры контроля: предел прочности при растяжении и относительное удлинение. Сочетание этих свойств оказывает существенное влияние на последующие эксплуатационные качества скрепки, ее «мягкость». Часто проблемы, возникающие при клипсовании связаны с качеством используемой проволоки. Геометрические параметры скрепки должны контролироваться производителем на различных этапах производства. Технический процесс изготовления скрепки состоит из двух стадий: 1 стадия – валковое профилирование проволоки с получением прямоугольного профиля с необходимой шириной, толщиной и наличием продольных насечек; 2 стадия – штампование предварительно профилированной проволоки с получением необходимого профиля, шага, высоты и радиусов. Контроль качества раскатанной проволоки осуществляется при замерах ширины и толщины ленты микрометром. Контроль качества отштампованной скрепки должен проходить на каждой кассете при замере шага скрепки, с помощью специального калибра. Высота скрепки обеспечивается штамповым инструментом и должна контролироваться по пуансону1 штампа. Толщина скрепки должна контролироваться наладчиком при установке штампа микрометром. Ширина скрепки должна контролироваться наладчиком в двух местах штангенциркулем. Контроль геометрической формы скрепки осуществляется наладчиком визуально при снятии кассеты со скрепкой с намотчика. Скрепка должна быть симметрична. Бороздки на внутренней поверхности не смяты. Все контролируемые геометрические параметры указаны в типоразмере скрепки: 1-е число – шаг, 2-е число – высота, 3-е число – ширина, 4-е число - толщина скрепки. Для правильного выбора типа скрепки калибра и оболочки можно пользоваться таблицей: таблица подбора скрепки.pdf 1 - ПУАНСОН (французское poincon), 1) одна из основных деталей штампов для штамповки или прессования. При штамповке пуансон непосредственно давит на заготовку, находящуюся в матрице; при прессовании пуансон передает давление через пресс-шайбу на заготовку, выдавливаемую через матрицу. Статья подготовлена "Мясным Экспертом" совместно с компанией "Константа" zaoconstanta.ru